Finishing
Spray Painting

Powdercoating

E-Coating

Plating

Anodising (alleen Alu Zwart & Alu Grijs)

Sandblasting

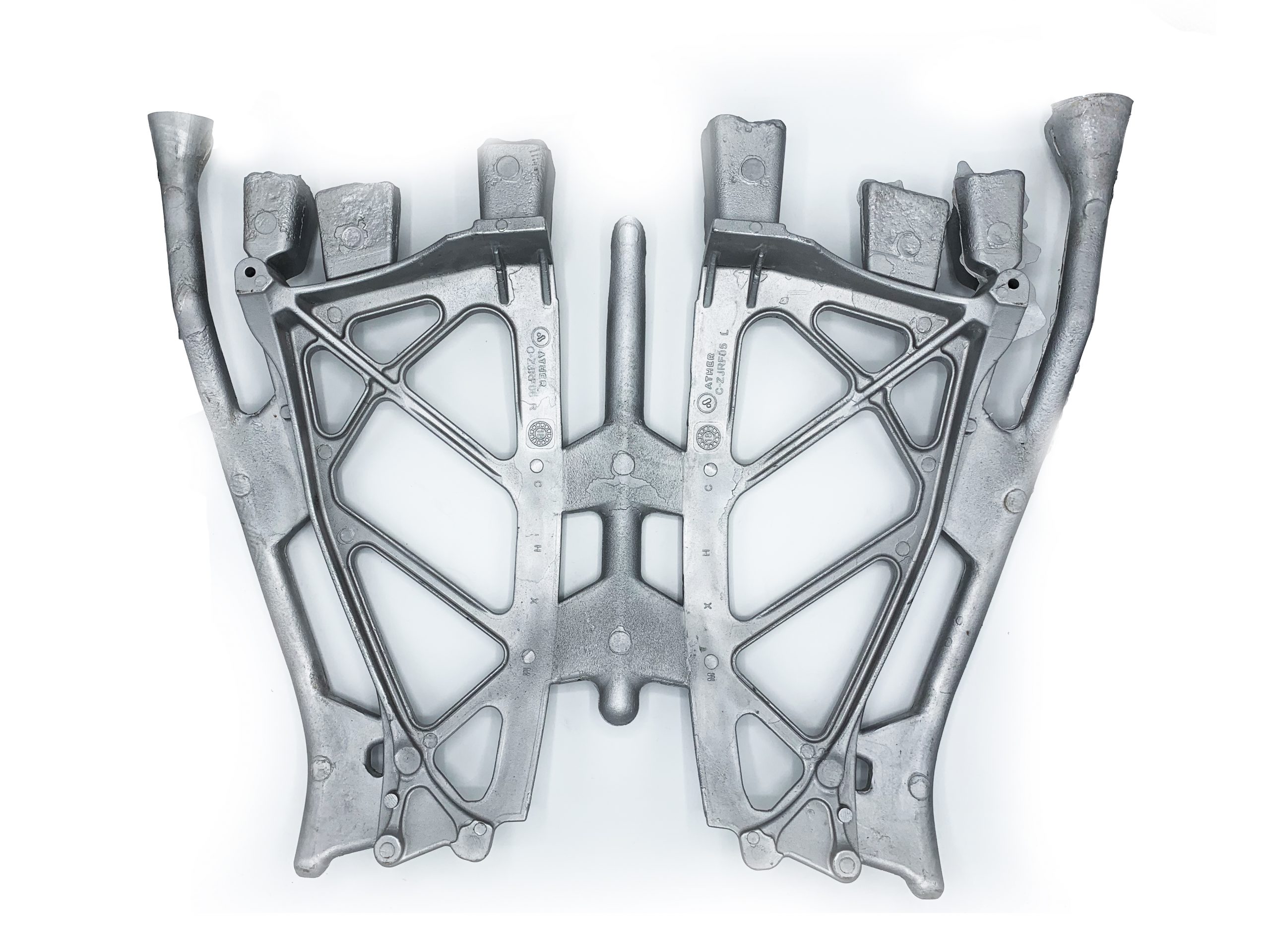
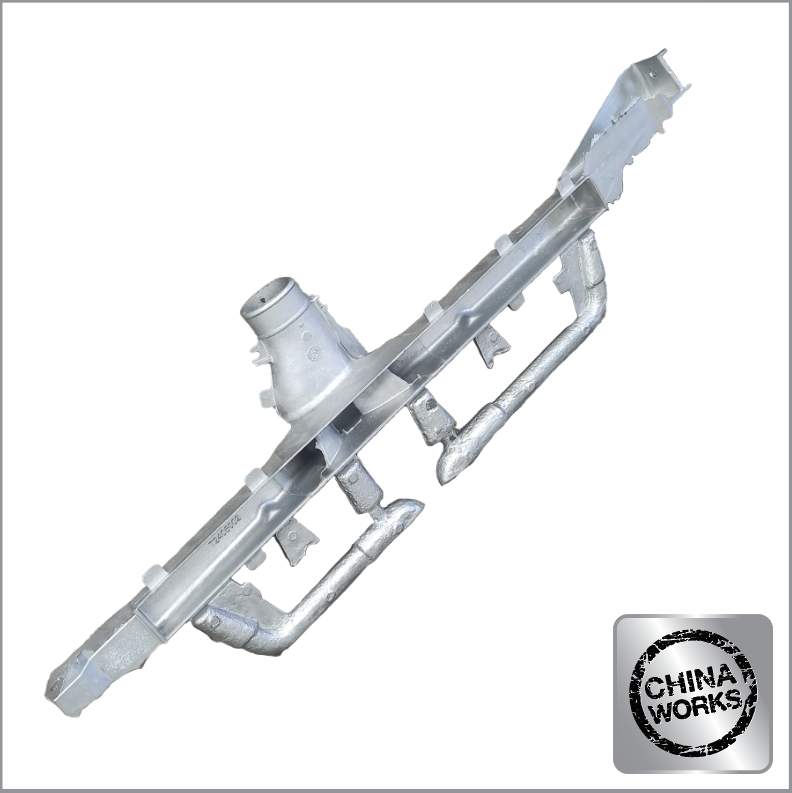
Gravity casting
Shell casting, also known as gravity casting, is a casting process suitable for small to medium-sized series productions of up to 500 to 100,000 pieces. With this production method, relatively simple and straightforward products can be produced in various aluminum alloys. This is because, unlike high and low-pressure die casting, no additional pressure is added to inject the molten material into the mold. In shell casting, the molten alloy is poured into the mold using gravity, allowing the weight of the liquid metal to fill all corners and crevices of the mold.
Due to the simplicity of the parts that can be produced, coquille casting has relatively low entry costs. This is because no large and complex mold needs to be made. As a result, mold costs are lower than those of high and low pressure casting. However, unit prices are relatively higher than those of high and low pressure casting because the products often require post-treatment.
Since there is no pressure applied in gravity casting, there is a limitation on the minimum wall thickness of the products. When molten metal is poured into a thin-walled mold in gravity casting, not all cavities will be filled. In addition, there may be casting defects or air bubbles due to the rapid solidification of the molten metal, making the product weaker than desired. For these reasons, we recommend a minimum wall thickness of 5-6mm for gravity casting. Like other casting processes, it is not recommended to cast a completely solid product. Therefore, hollow products are also possible. Prior to casting, a sand core is placed in the mold to create the cavity, which is removed after casting through vibrations.
Finishing
Spray Painting
Powdercoating
E-Coating
Plating
Anodising (alleen Alu Zwart & Alu Grijs)
Sandblasting
Advantages
- Small to medium-sized series of 500 to 100,000 pieces.
- Low start-up costs for small to medium-sized production series.
- Smoother casting surface, higher dimensional accuracy, and better mechanical properties than sand casting.
- Castings are suitable for heat treatments.
Consequences
- The minimum wall thickness is 5 to 6mm, thinner wall thicknesses are not recommended. We can offer alternatives or think along in finding solutions.
- We recommend using a draft angle between 1.0 and 2.0° for the release of the product from the mould. This depends on the complexity and size of the product.
- For more complex shapes, we can offer other suitable alternatives.
Samples